
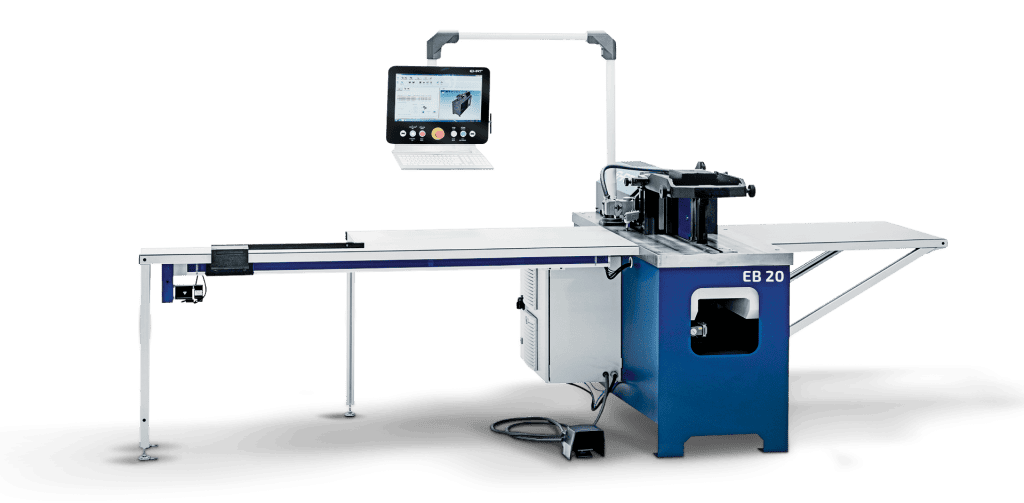
EHRT EB 20 Bending Machine
Features:
- Simple but precise machine handling – a single database makes it possible to work with all machines in one network.
- CNC-Controlled side stop.
- Quick tool change – No need for extra tools for changing the EHRT bending tools.
- Various types of bending can be set up easily, Offset,Flat,Edge,Torsional, Closed and U-bends.
The standard bending machine from EHRT is distinguished by its extreme robustness and simple handling. The machine is flexible and modular, so that it can be individually adapted to clients’ needs.
The hydraulic cylinders of the bending machine are fitted with a force of 200 kN. This machine offers outstanding bending accuracy of +/- 0.1°.
Easy tool change
A special plug-in system makes tool changing very user-friendly on the machine. This ensures very fast setup times and yet robust and precise bending tools.
The PLC machine controller from Beckhoff enables machine maintenance and software updates via remote access.
In combination with the EHRT bending tools, the bending machine offers an extremely high degree of repeatability so that each part is bent identically. In combination with the software solutions, this results in simple but precise machine handling.
Software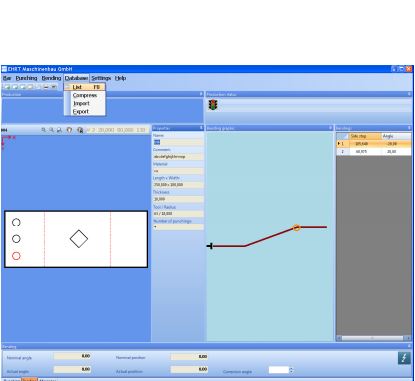
PowerCut & PowerBend are the standard software solutions included with the machines, for the bending machines PowerBend and for the punching machines Powercut. It is used to create programs and controlling the machine. It is simple and intuitive and allows for simple operation and control of the machines, even for more complex work-pieces. As the pieces are created the touchscreen display shows the piece along with position of any holes cutouts and bends. The software supports DXF and Eplan imports.
Also there is an office version allowing parts production in the office, if used with Network licence the bending, punching and office computer use a common database, assuring that all machines can work with the same information. The office software if enabled with PowerCut & PowerBend software can create the complete finished part with holes bends and the correct developed length required. In turn the punching machine picks up the program from the database and creates the flat piece, then passes it to the bending machine. Who in turn picks up the same program from the database and creates the bends, job completed.